Like companies in many industries, plastics fabricators and decorators are searching for ways to be more environmentally friendly. They’re doing so not only to avoid fines or scrutiny from the Environmental Protection Agency (EPA) or to comply with California’s Prop 65, but also to reduce operating costs, create a safer workplace for employees and achieve corporate sustainability goals.
One of the many strategies plastics fabricators and decorators employ to reduce their impact on the environment is removing solvent-based chemicals and the volatile organic compounds (VOC) they emit from the application process. VOCs are a prime target for sustainability and workplace safety efforts because they have been linked to atmospheric ozone depletion and human toxicity effects. In addition, solvent-based materials cost more to dispose of than water-based materials.
Fortunately, fabricators have a wide range of water-based alternatives to solvent-based chemicals that can be used in the lacquer application process. When engineered and applied properly, these water-based lacquer chemistries can give plastic products the same end-use characteristics – UV protection, stain performance, abrasion resistance and moisture repellency – as their solvent-based counterparts.
Focus on chemistry
One of the reasons solvent-based coating chemistries have been widely used for so long is because they can be formulated to provide excellent adhesion and quick cure time.

When engineered and applied properly, water-based lacquer chemistries can give plastic products the same end-use characteristics – UV protection, stain performance, abrasion resistance and moisture repellency – as their solvent-based counterparts.
A strong bond between the coating and the surface of the plastic product is crucial to the function and success of the coating chemistry. A strong adhesive bond provides performance characteristics, such as abrasion resistance, UV blocking, stain inhibition and water repellency. One method to attain successful adhesion is to incorporate polymers into the lacquer that are similar to those in the plastic substrate. The science behind this is that materials tend to bond to like or similar materials, therefore the coating’s performance properties can transfer to the substrate for an extended period.
An important aspect of acquiring adhesion is to incorporate a coating chemistry that has a lower surface tension than that of the substrate. The higher the surface energy of the plastic substrate compared to the coating, the more likely it is for the lacquer to bond to the substrate.
A basic understanding of the difference between adhesion and cohesion in relation to water- and solvent-based coatings is key when coating plastics. An adhesive bond is a bond between molecules with a different chemistry but compatible electrical structures. A cohesive bond is a bond between identical molecules with identical electrical structures. To achieve adhesion of a lacquer to a substrate, the polymer molecules in the formulation must come in direct physical contact with the surface molecules of the substrate. The surface molecules of a substrate are not the same as the molecules below the surface, although the chemistry is identical. Surface molecules are cohesively bound from the back side only. The surface molecule’s electrical structure is exposed on the top side. A coating molecule that is different from the substrate will only achieve an adhesive bond to the substrates molecule if its electrical charges are similar enough to link to the substrate surface molecule, and both molecules come in direct physical contact.
“Wetting” is a term used to describe the direct physical contact between all molecules of a coating and a substrate so that the solids in the coating formulation can develop an adhesive bond to the substrate. This happens as the solvent evaporates and deposits the coating formulation molecules directly on the surface. The solvent then quickly dries out of the resin, making the surface dry to the touch. Solvent-based coating formulations inherently wet the surface, allowing the coating to come into direct contact with the plastic surface for superior wetting. The solvent allows the development of electrical bonds between the coating and the substrate surface.
Conversely, water-based coatings contain fine particles of polymer and pigment dispersed in water. The water inherently beads up on the plastic, does not wet the surface as solvents do and takes much longer to dry. Water-based lacquers require wetting agents and de-foaming additives to allow for proper wetting and mitigate foaming during the application. Foaming problems often can interfere with a continuous film on the surface, and wetting agents can hinder the lacquer’s ability to adhere to the substrate.
Another issue that interferes with the adhesion of a water-based coating to a plastic substrate is pH. For the coating chemistry’s polymer to remain dispersed properly in water, it is necessary to control pH. Most coating manufacturers use ammonia to control pH; however, ammonia evaporates faster than water, thus shifting the pH out of balance and potentially causing the polymer to go out of solution. This can cause the polymer to “powder out” and interfere with proper adhesion.
Careful attention also is required when incorporating UV absorbers into water-based coatings. UV absorbers, including inorganic compounds such as titanium dioxide or organic benzotriazol compounds, help protect plastic products from degradation when exposed to sunlight, making them a valuable component in outdoor protective coating chemistries. UV absorbers are dissolved in solvent formulas. Additional dispersion aids are required to incorporate UV absorbers into water-based coatings. A dispersion aid is a soap that decreases the surface tension of water so the particles that are to be dispersed will be fully wetted out and adhere to the surface. (Particles that are not wetted will not disperse.)
The adhesion, wetting and cohesion problems are part of the reason many manufacturers are slow to make the switch from solvent- to water-based lacquers, despite the positive environmental factors of implementing this sustainable technology.
Production considerations
Coatings suppliers can formulate their water-based chemistries to avoid adhesion problems and other production issues. Plastics engineers should be aware of the chemistry modifications that coatings suppliers are making when switching from solvent-based to water-based lacquers, which may impact both their environmental sustainability and their coating operations.
For example, solvent-based coatings can create flammable vapors, yet they also dry faster than water-based coatings. Water-based coatings are the best solution to flammable vapors, but they evaporate much more slowly and require more heat to dry, which consumes more energy and, by extension, more greenhouse gases. The additional heat from the drying process may cause thermal degradation of the plastic substrate, which could produce vapors such as hydrogen chloride, carbonyl chloride (phosgene) and carbon monoxide, especially if the substrate is made from PVC or CPVC. These factors adversely impact the fabricator’s environmental footprint.
To avoid VOC issues relating to solvent-based coatings, some plastics fabricators and decorators may decide to incorporate a 100 percent polymer coating, which cross-links on the surface. However, there are certain production concerns associated with this approach. Additional time and temperature are required for this cross-linking process, which may damage the substrate.

Ask your coatings supplier
Plastics fabricators and decorators certainly can make the switch from applying solvent-based coatings to water-based coatings. However, the transition requires careful consideration and consultation with a coatings supplier that will custom-formulate a chemistry to meet their production and end-use performance requirements.
Before eliminating solvent-based lacquer formulations, plastics fabricators should discuss several criteria with their coatings supplier. Be clear about how the coating needs to function. What are the most important performance characteristics of the product? For example, if mold and mildew resistance is important, the coating chemistry manufacturer will need to address that without the use of certain biocide additives, which have become more restricted due to their toxicity.
The coatings supplier should work with the manufacturer to conduct the appropriate testing necessary to meet the performance requirements of the product’s end use. Some testing examples would include abrasion resistance, accelerated light aging, stain resistance and water repellency. Engineering a new coating formulation for a specific plastic substrate is a complex process. Avoid the tendency to launch a new product before end-use performance issues have been resolved in the lab.
Water-based coatings may contain co-solvents that need to be considered as well. Also, just because a coating may contain VOC-exempt solvents, and thus be considered EPA-friendly in the US, it may not be recognized as exempt by other countries. Water-based lacquers still may be highly hazardous to employees. Worker safety also could be an issue with 100 percent polymer chemistries, such as phenolic-based coatings, which cross-link and don’t contain solvents. Nonetheless, they can produce formaldehyde when they cure. Always consider the hazardous information located on the Material Safety Data Sheet to assess the product’s effects on the environment and employees.
Address VOC allowance
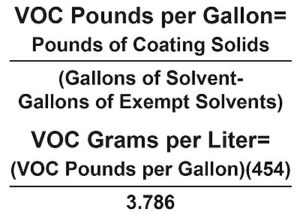
A coating chemistry’s maximum VOC allowance is calculated in VOC pounds per gallon, shown in Figure 1. Keep in mind that the same basic coating chemistry formulations may have several different solvent iterations, depending on the regulations of the destination state, region or country. The EPA has maximum VOC limitations based on each company’s annual usage or plant permit.
Avoid plasticizers.
Because they are liquids, they can migrate out to the surface and then percolate down into the water supply when the plastic product is disposed of at the end of its lifespan. One alternative approach is to use polymeric plasticizers. They resist migration, are low in toxicity and weather well, but they are more expensive. Polymerics, such as dibutyl sebaceate and dioctyl sebaceate, could be considered when toxicity is an issue, as in food contact.
Assess the application equipment.
Work collaboratively with coatings suppliers and equipment engineers to understand the equipment modifications needed to successfully convert from solvent- to water-based coatings. Take into account any limitations around the curing temperatures and line speeds (i.e., dwell time, web temperature) of the coating line and how they may need to be adjusted for proper curing when using exempt co-solvents and water.
Conclusion
Switching from a solvent-based lacquer chemistry to a water-based chemistry is not a straightforward change. Many adjustments need to be implemented – both in the coating chemistry formulation and in the fabricator’s coating line and sometimes in the plastic formulation.
Sourcing a high-performance, low-emitting coating can be a challenge. Fabricators that have made the strategic decision to be more environmentally friendly have a better chance for success by choosing a coating manufacturer and equipment supplier with deep engineering expertise and process guidance. In the long run, this decision will save costs, protect workers and reduce their environmental footprint. Gaining knowledge of current regulations on exempt solvents is just the beginning. A coatings supplier developing chemistries while considering future regulations, possibly five years away, will help fabricators ensure that they can exceed today’s standards, plus meet the standards of the future.